

Верстат з ЧПУ для дзеркального іскрового різання
Таблиця параметрів
Таблиця параметрів можливостей
| Елемент | Одиниця | Значення |
| Розмір столу (довжина × ширина) | mm | 700×400 |
| Внутрішні розміри резервуара для оброблюваної рідини (довжина × ширина × висота) | mm | 1150×660×435 |
| Діапазон регулювання рівня рідини | mm | 110–300 |
| Максимальна місткість резервуара для оброблюваної рідини | l | 235 |
| Переміщення по осях X, Y, Z | mm | 450×350×300 |
| Максимальна вага електрода | kg | 50 |
| Максимальний розмір заготовки | mm | 900×600×300 |
| Максимальна вага заготовки | kg | 400 |
| Відстань від мінімальної до максимальної від робочого столу до електродної головки | mm | 330–600 |
| Точність позиціонування (стандарт JIS) | мкм | 5 мкм/100 мм |
| Точність повторного позиціонування (стандарт JIS) | мкм | 2 мкм |
| Загальні розміри верстата (довжина × ширина × висота) | mm | 1400×1600×2340 |
| Вага машини, приблизна (довжина × ширина × висота) | kg | 2350 |
| Розмір контуру (довжина × ширина × висота) | mm | 1560×1450×2300 |
| Об'єм резервуара | l | 600 |
| Метод фільтрації обробної рідини | A | Змінний паперовий фільтр |
| Максимальний струм обробки | kW | 50 |
| Загальна вхідна потужність | kW | 9 |
| Вхідна напруга | V | 380 В |
| Оптимальна шорсткість поверхні (Ra) | мкм | 0,1 мкм |
| Мінімальні втрати електрода | - | 0,10% |
| Стандартний процес | Мідь / сталь, мікромідь / сталь, графіт / сталь, сталь вольфрам / сталь, мікромідь вольфрам / сталь, сталь / сталь, мідь вольфрам / твердий сплав, мідь / алюміній, графіт / жаростійкий сплав, графіт / титан, мідь / мідь | |
| Метод інтерполяції | Пряма лінія, дуга, спіраль, бамбукова гармата | |
| Різні компенсації | Компенсація похибки кроку та компенсація зазору виконуються для кожної осі | |
| Максимальна кількість осей керування | Тривісний триважіль (стандарт), чотиривісний чотириважіль (опціонально) | |
| Різні резолюції | мкм | 0,41 |
| Мінімальний привідний блок | - | Сенсорний екран, U-диск |
| Метод введення | - | RS-232 |
| Режим відображення | - | 15-дюймовий РК-дисплей (TET*РК-дисплей) |
| Блок ручного керування | - | Стандартне повільне перемикання (багаторівневе перемикання), допоміжне A0~A3 |
| Режим команди позиції | - | Як абсолютні, так і приростні |
Зразок вступу
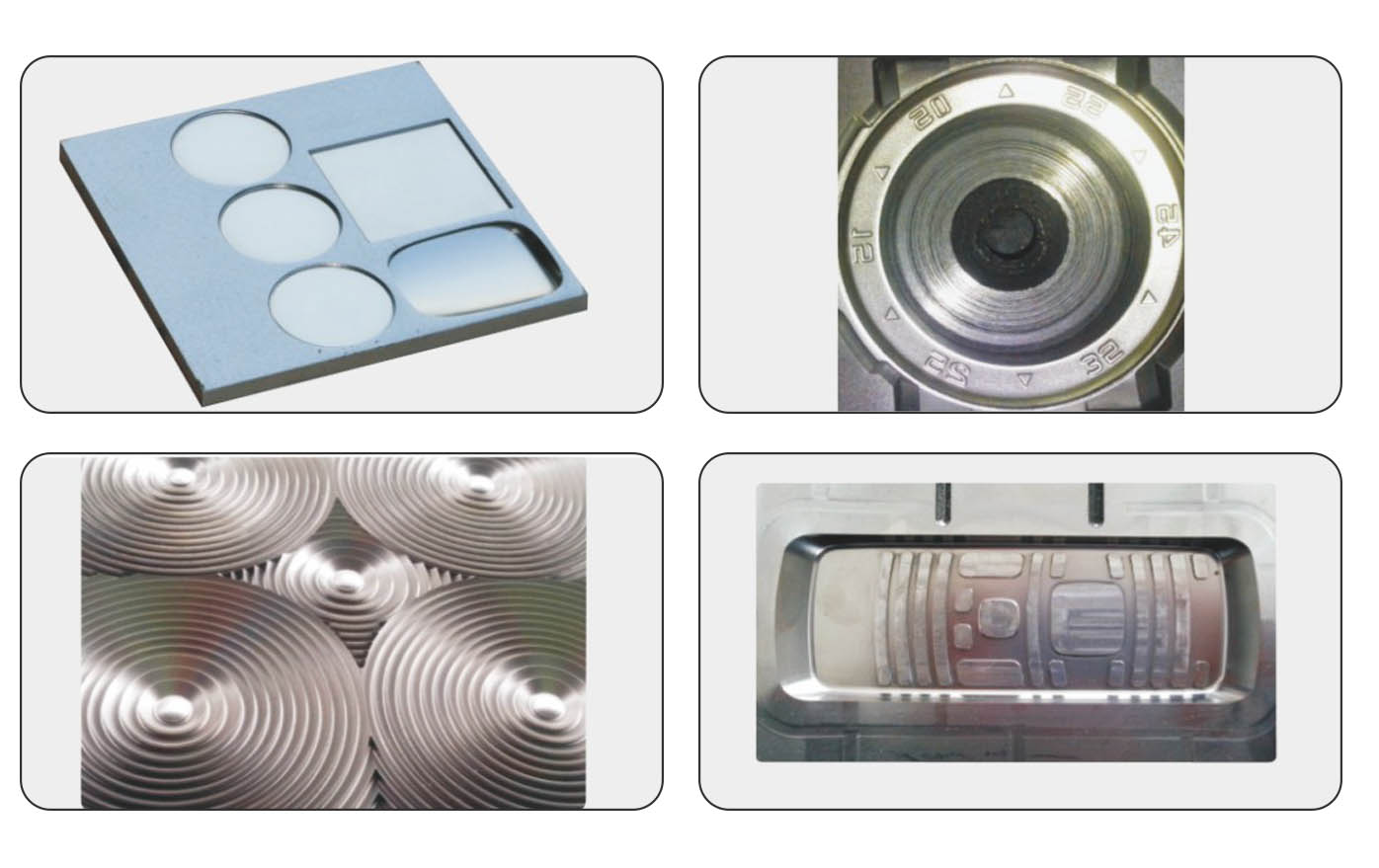
Приклади комплексної обробки (дзеркальна обробка)
| Приклад | Модель машини | Матеріал | Розмір | Шорсткість поверхні | Характеристики обробки | Час обробки |
| Дзеркальне покриття | А45 | Мідь – S136 (імпортна) | 30 x 40 мм (вигнутий зразок) | Ra ≤ 0,4 мкм | Висока твердість, високий блиск | 5 годин 30 хвилин (вигнутий зразок) |
Форма для корпусу годинника
| Приклад | Модель машини | Матеріал | Розмір | Шорсткість поверхні | Характеристики обробки | Час обробки |
| Форма для корпусу годинника | А45 | Мідь – загартована S136 | 40 х 40 мм | Ra ≤ 1,6 мкм | Однорідна текстура | 4 години |
Форма для леза бритви
| Приклад | Модель машини | Матеріал | Розмір | Шорсткість поверхні | Характеристики обробки | Час обробки |
| Форма для леза бритви | А45 | Мідь – NAK80 | 50 х 50 мм | Ra ≤ 0,4 мкм | Висока твердість, однорідна текстура | 7 годин |
Форма для корпусу телефону (обробка змішаним порошком)
| Приклад | Модель машини | Матеріал | Розмір | Шорсткість поверхні | Характеристики обробки | Час обробки |
| Форма для корпусу телефону | А45 | Мідь – NAK80 | 130 x 60 мм | Ra ≤ 0,6 мкм | Висока твердість, однорідна текстура | 8 годин |
Напишіть своє повідомлення тут і надішліть його нам



